Một sản phẩm đẹp mỹ mãn, đạt chất lượng, đúng tiêu chuẩn chát lượng làm hài lòng người sử dụng không chỉ nguyên liệu tốt mà phụ thuộc rất nhiều vào con người, máy móc sản xuất. Vdoor giới thiệu tới quý khách hàng bộ TIÊU CHUẨN THÀNH PHẨM CỬA NHỰA uPVC
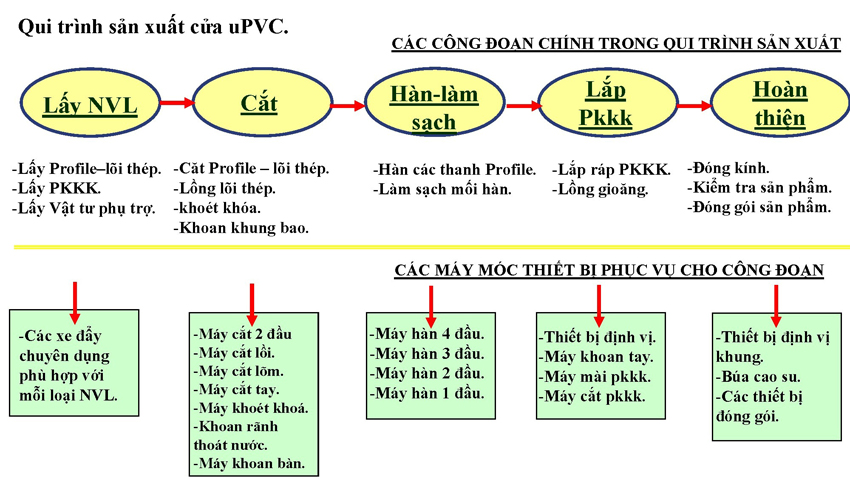
I. CÔNG ĐOẠN LẤY NGUYÊN VẬT LIỆU
Nguyên liệu bao gồm: Profile, Lõi thép gia cường, Phụ kiện kim khí, các vật tư phụ, được lấy từ kho nguyên liệu chuyển về khu vực phân xưởng sản xuất bằng các xe đẩy chuyên dụng
III. CÔNG ĐOẠN PHA CẮT, BẮT VÍT LÕI THÉP GIA CƯỜNG, KHOAN LỖ CHỜ LẮP CỬA
1. Cắt lõi thép
Thép gia cường có tác dụng chính là để bắt phụ kiện, sau đó mới có tác dụng gia cường cho thanh nhựa. chính vì tác dụng như vậy nên thép gia cường không được phép cắt dời trên toàn bộ chiều dài của thanh nhựa, phải bắt vít để néo lõi thép gia cường và thanh nhựa tạo thành một khối vững chắc. Vì đây là thép chuyên dùng nên mỗi loại thanh nhựa có một hình dáng của lõi thép khác nhau. Trước khi pha cắt phải thống kê chủng loại và kích thước các loại lõi thép cần dùng để mang ra pha cắt. - Chiều dài thanh thép được cắt: mỗi đầu cắt ngắn hơn (10 – 20)mm so với mép trong của thanh nhựa. Thanh thép được cắt vuông 900. - Nắn thẳng thanh thép không cong vênh, vặn xoắn. - Với những khung cánh có thanh chuyển động hay ổ khoá thì thanh thép được cắt làm hai trừ đi phần ổ khoá. - Bắt vít: đút thanh thép vào trong thanh nhựa sao cho thanh thép cách đều hai mép trong, sau đó dùng vít bắt thanh nhựa với thanh thép. Khoảng cách mỗi vít cách nhau 40mm. Với thanh nhựa có chiều dài dưới 40mm thì không cần lõi thép vì đã đủ tiêu chuẩn về độ cứng.
2 Khoan lỗ chờ lắp cửa:
* Mục đích của việc khoan lỗ chờ: - Những lỗ này dùng để bắt vít giữa khung với tường khi tiến hành lắp đặt tại công trình. - Khoan lỗ chừa bắt vít trước rất tiện lợi cho việc thi công, lắp dung cửa, làm tăng năng suất và tính thẩm mỹ của các bộ cửa sau khi hoàn thiện - Khi thanh nhựa đã bắt vít xong ta tiến hành khoan lỗ chờ, khoan tất cả các loại thanh khung của cửa (Trừ các thanh ở phía cần nối các khung cửa với nhau). * Quy định như sau: Dùng mũi khoan sắt 12 để khoan, điểm khoan phải chính xác vào giữa rãnh ở phía lưng của thanh nhựa, khoảng cách giữa các lỗ: lỗ đầu cách mép khung 150mm các lỗ tiếp theo cách nhau từ 400 đến 600mm, tuỳ theo từng loại cửa (cửa đi khoan mau, cửa sổ và vách chết khoan thưa). Chú ý: Khi đã hoàn tất các khâu của bộ phận mình người thực hiện phải ghi chép, đánh dấu vào nhật ký sản xuất để kiểm soát được khối lượng công việc mình đã thực hiện và tiến hành bàn giao cho tổ hàn tiếp tục làm khâu tiếp theo.
IV. CÔNG ĐOẠN ĐỤC LỖ KHÓA, LỖ THOÁT NƯỚC
1. Khoan lỗ thoát nước:
Khi khoan lỗ thoát nước cần nhận biết được bộ cửa cần khoan có chiều mở vào trong hay mở ra ngoài dựa vào bản vẽ thiết kế. - Đối với cửa sổ mở quay vào trong: Phần khung cửa khoan lỗ thoát ra mặt to của thanh khung phía dưới cửa. Phần cánh cửa sổ khoan lỗ thoát nước ra phía mặt ngoài của thanh cánh phía dưới. - Đối với cửa sổ mở quay ra ngoài: Phần khung cửa khoan lỗ thoát ra mặt nhỏ của thanh khung phía dưới cửa (hoặc không đục lỗ thoát nước đối với các thanh khung bao có lỗ đút lõi thép lệch về bên ngoài). - Đối với cửa trượt: Phần khung cửa khoan lỗ thoát ra mặt ngoài của thanh khung phía dưới cửa. Chú ý: Khi điều chỉnh máy khoan sao cho mũi khoan không làm thủng vách ngăn của khoang có chứa lõi thép. - Tiến hành khoan: + Khoan lỗ thoát bằng mũi khoan 4 đến 5 mm. + Khoan lỗ thoát có chiều dài L = 30 mm. + Cửa rộng 1000 đến 1500mm khoan 2 lỗ. Khoảng từ 500 đến 700mm khoan 1 lỗ cứ thế cộng thêm để khoan. + Đối với cửa đi mở quay khoan lỗ thoát nước bằng khoan tay, khoan 3 lỗ tập trung tại 1 điểm ở trong lòng cánh cửa và phía dưới cùng của cánh cửa.
2. Khoan lỗ lắp khoá:
- Đối với cánh cửa đi khoan lỗ lắp ổ khoá trước khi bắt thép gia cường (vị trí này không có lõi thép), sau đó khoan lỗ lắp tay nắm (vị trí này khoan thủng qua lõi thép). + Đối với cửa sổ mở trong, mở ngoài, mở trượt đục một rãnh bằng chiều rộng của rãnh lắp thanh chuyển động trên thanh nhựa, dài 80mm cho phép sai số +5mm tại chính giữa thanh cánh cửa sổ (hoặc làm theo yêu cầu của bản vẽ). + Đối với cửa đi trượt: đục 1 rãnh dài 200mm cho phép sai số +5mm, chiều cao theo yêu cầu của bản vẽ. + Đối với cửa đi mở quay: đục 2 rãnh dài 80mm sai số +5mm và cách nhau 90mm sai số -2mm, chiều cao theo yêu cầu bản vẽ. + Đối với lỗ bắt tay nắm và lỗ khoá: áp dụng cho tất cả các loại cửa, tổ phụ kiện sẽ khoan theo cữ đã có sẵn. + Riêng những cửa đặc biệt, làm theo bản vẽ thiết kế - Lỗ khoá phải được đục đúng theo bản vẽ (về chiều mở, kích thước và loại thanh truyền động) - Đối với cửa đi mở quay dùng bộ khoá có chốt đơn điểm thì đục 01 lỗ khoá dài 160mm, khoảng cách từ tâm lỗ đút ngõng tay nắm đến tâm lỗ khoá là 92mm sai số cho phép +2mm theo chiều dài, ± 1mm theo chiều rộng. - Kiểm tra thanh nhựa không được sứt, trầy xước. * Chỉnh máy và cữ sao cho mũi khoan nằm vào rãnh của thanh nhựa cần đục. Đục lỗ thoát nước với những khung bao cửa trượt và lỗ thoát nước được đục phía ngoài ( hướng nhìn từ trong nhà ra). Phay đầu đố: - Với những khung cánh, khung vách dùng bắt ke thì ta phay đầu đố 2 đầu trên máy phay đầu đố chuyên dùng
V. CÔNG ĐOẠN HẠN VÀ LẮP GIOĂNG
Là công đoạn hình thành nên khung bao, khung cánh, và khung vách sau khi các chi tiết thanh nhựa được lắp ráp hàn lại với nhau. Đây là một trong những công đoạn quan trọng ảnh hưởng rất lớn đến yêu cầu kỹ thuật của bộ cửa. Trước khi hàn ta phải chuẩn bị những bước sau:
1. Kiểm tra máy:
- Bật công tắc điện nguồn vào máy, bật công tắc nhiệt độ và cài đặt nhiệt độ, thông thường ta cài ở 2500 thì máy hàn tốt. - Mở van dẫn khí vào máy chỉnh đồng hồ đầu vào (0.6 – 0.8)Mpa hoặc (100 – 120)Psi là đạt. - Chỉnh máy làm việc ở chế độ 2 đầu khi hàn khung bao,khung cánh. Hàn 1 đầu hoặc 2 đầu khi hàn đố giữa.
2. Đọc nội dung bản vẽ:
- Kiểm tra kích trước bản vẽ tính kích thước thanh nhựa theo bảng công thức trên. - Tiến hành đo kiểm kích thước theo công thức tính trên được sai số -2mm và +1mm.
3. Lắp gioăng lần 1:
* Đối với gioăng kính: - Được lắp vào phần trong của khung cánh cửa, khung vách kính cố định và tất cả các nẹp kính, gioăng phải thẳng và kín hết mép trong của thanh nhựa. - Trong một khung cửa cắt dư mỗi đầu 5mm đối với 2 thanh dài, 2 thanh ngắn cắt gioăng bằng chiều ngắn nhất của thanh nhựa. * Đối với gioăng lông (gioăng nỉ): - Gioăng lông lắp vào các thanh cửa lùa (trừ các thanh cánh lắp thanh ốp cánh và thanh ốp cánh đối đầu) trước khi hàn và tất cả các thanh ốp cánh cửa trượt. - Gioăng được luồn đủ chiều dài của thanh ốp cánh và hụt mối đầu 2mm đối với các thanh khung cánh cửa trượt.
4. Tiến hành hàn
- Chỉnh máy và hàn thử mẫu góc - Hàn khung cánh hoặc khung bao sẽ chỉnh áp suất kẹp trước và sau cho phù hợp với độ dày của từng thanh nhựa. - Bán thành phẩm sau hàn không cong vênh, xiên xẹo. - Mối hàn phải ăn hết phần cộng thêm ở khâu cắt là 5mm. Ví dụ: Thanh khung cắt 1205mm, thì khi đã hàn xong sẽ còn lại là 1200mm). - Yêu cầu của bản thành sản phẩm sau hàn - Mối hàn chảy đều, không bị cháy vàng. - Mặt phẳng giữa hai thanh của điểm vừa hàn phải bằng nhau, không được bên cao bên thấp. - Bán thành phẩm được phép sai số 2 mm cho phần khung bao và 1 mm cho phần cánh. Đối với các bộ cửa lắp ghép với nhau sai số đối với chiều dài lắp ghép 4 mm. - Góc độ phải đúng 900 khi hàn xong được phép sai số: ±10 - Các góc độ khác phải chính xác như bản vẽ được ±0.50 đến 10
VI. CÔNG ĐOẠN LÀM SẠCH
Đây là một trong những công đoạn quan trọng ảnh hưởng lớn đến tính thẩm mỹ của sản phẩm. Sau khi hàn tiến hành làm sạch góc trong ngoài trên bề mặt bằng máy làm sạch CNC, máy làm sạch bằng tay, và đục. - Khi làm sạch bằng máy CNC ta chọn mẵu đã lập trình trong máy và tiến hành chạy thử bằng mẫu góc nếu chạy tốt thì đưa cửa vào làm sạch. - Chiều rộng của mối làm sạch từ 2,5mm đến 3mm và chỉ được duy nhất một đường làm sạch tại một góc (trên mỗi bề mặt nhựa). - Độ sâu của mối làm sạch từ 0,2 đến 0,3mm trên suốt chiều dài của rãnh làm sạch, trên bề mặt làm sạch độ sâu phải đều, không được đầu sâu, đầu nông cho phép sai số giữa điểm cao nhất và điểm thấp nhất không quá 0.05mm. - Mối làm sạch phải đúng 450 sai số ±10, thẳng theo mối hàn. - Với khung cửa làm bằng vân gỗ chỉ làm sạch góc trên máy CNC còn bề mặt trên dưới làm bằng đục tay để tránh xước bề mặt. - Các góc đục phải nhẵn nhụi không trầy xước. Các mối làm sạch phải đảm bảo độ bóng và không bị bẩn
VII. LẮP PHỤ KIỆN
Bộ phận lắp ráp phụ kiện Đọc kỹ bản vẽ xác định đúng loại phụ kiện yêu cầu (phụ kiện của hãng nào: GQ, GU, Roto…, cửa mở vào trong hay ra ngoài, cửa đi hay cửa sổ ….) Cách lắp bản lề: * Đối với bản lề 3D: - Vị trí lắp bản lề phía trên, tính từ mép trên khung cửa xuống 200mm cho phép sai số 1mm. - Vị trí lắp bản lề dưới, tính từ mép dưới khung cửa lên 310mm cho phép sai số 1mm. - Vị trí lắp bản lề giữa lấy mép dưới của bản lề trên làm chuẩn đo xuống 300mm cho phép sai số 1mm là mép trên của bản lề giữa. - Các kích thước và sai số này phải đặt biệt tuân thủ để đảm bảo tính lắp lẫn. * Đối với bản lề thường: - Vị trí lắp vào khung cửa của bản lề thường, đo lấy từ phía trên phần khung xuống 40mm làm chuẩn kẹp thước vuông lấy đường chuẩn đầu tiên phát triển xuống = 85mm, lấy đường chuẩn thứ hai. - Đo chia đôi khung được hai điểm tim và khoan mũi phi 6. Sau đó lắp cối bản lề vào và khoan mũi phi 3,2 theo các lỗ vít trên cối. - Vị trí lắp bản lề vào khung phía dưới: đo lấy từ phía dưới phần khung lên 40mm làm chuẩn kẹp thước vuông lấy đường chuẩn đầu tiên phát triển lên 85mm, lấy đường chuẩn thứ hai, sau đó đo từ mép trong ra 22mm ta được hai điểm tim và khoan mũi phi 6. Sau đó lắp cối bản lề vào và khoan mũi phi 3,2 theo các lỗ vít trên cối. - Lắp bánh xe vào cánh mở trượt: bánh xe được lắp vào phía dưới của cánh, vị trí lắp tính từ mép cánh vào 60mm sai số cho phép ±1mm. (Riêng các cánh nhỏ ta lắp bánh xe ra sát với mép ngoài rãnh của cánh). - Lắp miếng giảm chấn vào cánh cửa trượt: lắp vào thanh đứng của cánh, ở bên cánh ôm vào khung cửa mỗi cánh thường được lắp 2 miếng (trên và dưới). Từ góc trên cánh xuống 150mm lắp cái phía trên. Từ góc dưới cánh lên 150mm lắp cái phía dưới. - Cắt đố giữa: được phép non và thụt xuống so với khung 3-5mm. - Lắp tay nắm: lắp tay nắm phải chắc chắn không lỏng lẻo. - Đối với tay nắm đôi: bên tay nắm có đầu vít lắp vào bên trong nhà, bên tay nắm không có đầu vít lắp bên ngoài tránh mất an toàn. - Lắp khoá bán nguyệt tại vị trí bản vẽ quy định. Nếu không thể hiện vị trí lắp trên bản vẽ thì lắp ở chính giữa thanh cánh. - Lắp đố giữa vào đúng mối khớp giữa hai cánh. - Lắp chốt và đế chốt dọc đố động: lắp chốt vào đố giữa và đế chốt vào khung bao. - Khoan bắt vít nối khung = 4.2 hay 5.2 dùng bu lông hoặc vít 5x6mm hay 6x8mm, các vít cách nhau = 400mm/con.
VIII: CẮT KÍNH, NẸP KÍNH
Yêu cầu : Đọc bản vẽ chính xác, xác định loại kính độ dày của kính theo yêu cầu bản vẽ. Tính kích thước của tấm cần cắt cho từng loại khung cửa có thể đo trực tiếp Yêu cầu kỹ thuật Kính không bị nứt, rạn xước…. Khi cắt đều phải cắt hụt hơn so với lòng trong khuôn cửa 8mm sai số cho phép ±2mm. Kính cắt xong phải được để vào giá kính có độ nghiêng không quá 200 (tuyệt đối không được để kính theo chiều ngang, sẽ vỡ kính) - Kính cắt phải đảm bảo vuông 900, sai số cho phép ±10 . - Cạnh kính phải được mài nhẵn.
1. Cắt nẹp kính:
Đọc bản vẽ xác định loại nẹp cần cắt cho từng loại cửa: Đo kích thước cắt nẹp thực tế trên từng khung cửa - Cắt đúng góc độ bản vẽ. - Cắt đúng chủng loại theo bản vẽ kỹ thuật (cửa sử dụng kính hoặc Pano) chiều dài phải đủ để đảm bảo khi đóng nẹp vào khuôn cửa sẽ kín khít không bị hụt hoặc dư so với khuôn cửa.
2. Vào kính và đóng nẹp kính.
Dùng búa cao su để đóng nẹp - Chỉnh lại gioăng kính thật thẳng. - Kính phải đều 4 cạnh xung quanh. - Các thanh nẹp ngắn đóng trước, nẹp dài đóng sau. - Thanh nẹp nhẵn, cắt bằng chiều dài lòng trong của khung, sai số cho phép ±0.5mm. - Thanh nẹp dài cắt dư mỗi đầu 1mm, sai số cho phép ±0.5mm. - Khi đóng nẹp vào khuôn xong, góc nẹp phải bằng nhau và kín khít, không há miệng không ngồi nẹp lên nhau, đầu gioăng phải khớp nhau, gioăng không bị kẹt và phải ôm hết chiều dài kính.
CÔNG TY CỔ PHẦN VL XÂY DỰNG CHÂU ÂU - EBM
Số ĐKKD/MST: 0318112227 - Ngày cấp: 19/10/2023, Cơ quan cấp: Phòng Đăng ký kinh doanh Sở Kế hoạch và Đầu tư TPHCM
VP – Showroom: 130 Cao Đức Lân, P. An Phú, Thành Phố Thủ Đức, Tp Hồ Chí Minh
Kho hàng: Số 1, đường 43, khu phố 5, phường An Phú, Tp. Thủ Đức, Thành phố Hồ Chí Minh, Việt Nam
Xưởng sản xuất: Z114, Nguyễn Xiển, kp. Thái Bình 2 P, Tp Thủ Đức, Thành phố Hồ Chí Minh, Việt Nam
Liên hệ: Call/zalo/viber: 0902 820 066 – [email protected]
TIÊU CHUẨN THÀNH PHẨM CỬA NHỰA uPVC
 Cửa nhôm cao cấp
Cửa nhôm cao cấp  Sản phẩm nhôm đúc
Sản phẩm nhôm đúc 1835_25x25.png) Sản phẩm sắt mỹ thuật
Sản phẩm sắt mỹ thuật  Cửa cuốn
Cửa cuốn Motor cổng tự động
Motor cổng tự động7212_25x25.png) Motor cổng xếp điện
Motor cổng xếp điện Cổng Barie Tự động
Cổng Barie Tự động6882_25x25.png) Kính điện
Kính điện7434_25x25.png) Cửa bản lề sàn
Cửa bản lề sàn1553_25x25.png) Cửa kính phòng tắm
Cửa kính phòng tắm Phụ kiện
Phụ kiện